
一、失重秤的专业定义
失重秤(Loss-in-Weight Feeder)是一种基于动态质量流量闭环控制原理的连续定量给料设备。其基本思想是通过测量物料在一定时间内从称重容器中流失的质量,实现质量流率的实时调节与反馈控制,从而精确控制物料输送速率。
二、系统构成与技术原理
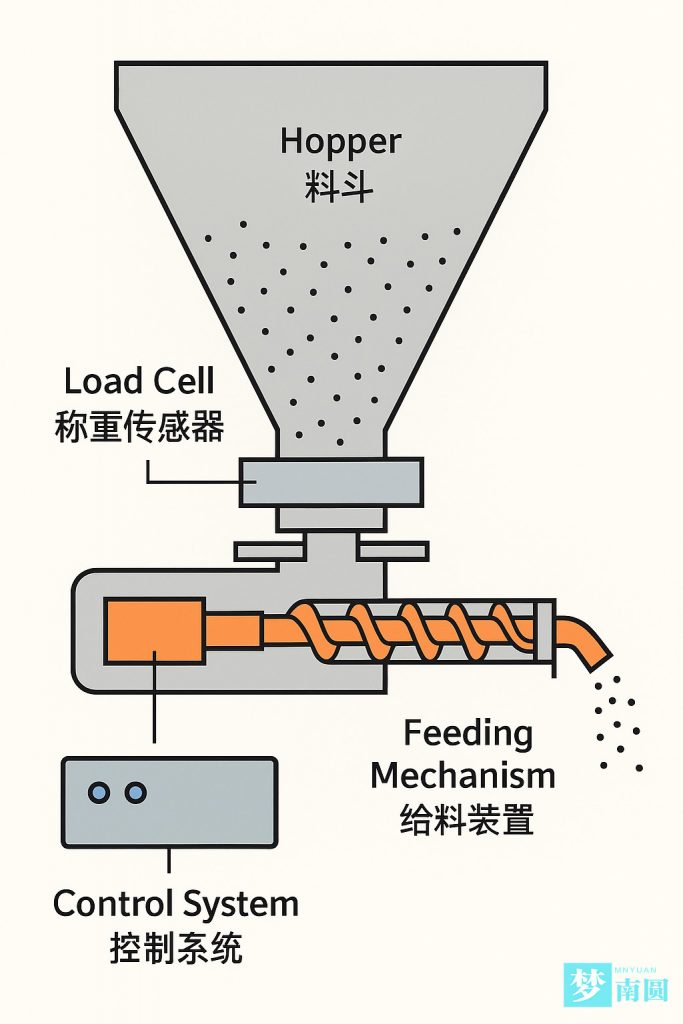
1. 系统构成模块
- 称重单元(称重平台或称重传感器)
- 通常采用电阻应变式称重传感器,精度需达到0.05%~0.1%FS;
- 采样频率通常≥100 Hz,用于捕捉质量变化速率;
- 配合高精度A/D模块和数字滤波算法(如FIR、卡尔曼滤波)。
- 料斗/计量仓
- 设计需考虑料压均布、避免桥接、下料流畅性;
- 通常带有防粘壁和气体辅助输送结构。
- 给料机构(核心执行机构)
- 螺旋输送器(单螺、双螺)、振动输送器、皮带输送器等;
- 依据物料流动性和堆密度选择结构形式与参数(如螺距、转速等);
- 输送能力 Q = ρ × A × v(ρ为物料密度,A为有效输送面积,v为输送速度)。
- 补料装置
- 通常包括气动闸门、翻板阀、振动下料器;
- 通过加料周期管理实现补料与失重过程的切换;
- 补料期间暂停质量流量控制,进入“Hold”状态。
- 控制系统(PLC/DCS + PID/前馈控制)
- 以实际质量流速为反馈变量,设定目标流速为给定量;
- 控制器输出驱动信号调节螺旋电机转速;
- 支持比例控制、流量斜坡设定、物料特性补偿等功能。
2. 控制原理详解
A. 质量流量计算
设称重系统在时间 t 时的质量为 m(t),则:
m(t)=dm(t)/dt
其中m(t) 即为物料的实际流速(kg/h 或 g/s)。负号表示质量减少。
B. 闭环控制逻辑
通过比较目标设定流量mset与当前流量 m(t),控制系统利用PID(或带前馈)调节给料装置转速ω(t),满足:
ω(t)=f(mset-m(t))+ωbase
此处ωbase 为基准转速,对应正常物料流动时的平均出料速率。
C. 补料逻辑(典型算法)
当料斗质量低于低限门限mmin自动触发补料;
在补料过程中,系统转为Open-Loop(开环)控制,记录补料时间与期望流量;
补料完成后自动切回闭环控制。
三、关键性能指标
| 指标名称 | 典型参数范围 |
|---|---|
| 流量控制精度 | ±0.25% ~ ±1.0% |
| 动态响应时间(T90) | 1~5 秒(视控制算法与料性决定) |
| 可控流量范围比(Turndown) | 通常 1:10 或更高 |
| 重复性 | ±0.1% ~ ±0.5% |
| 称重分辨率 | 0.1 g ~ 5 g,依工况和物料决定 |
| 环境适应性 | 支持高温、高粉尘、防爆环境等 |
四、失重秤与其他喂料方式对比
| 指标/方式 | 失重秤 | 体积式喂料器(如螺杆定量) | 流量计+控制阀 |
|---|---|---|---|
| 控制原理 | 重量变化 | 结构体积×转速估算 | 流速检测 |
| 精度 | 高(闭环质量控制) | 中(受物料密度波动影响) | 中(受流量脉动、滞后影响) |
| 实时反馈能力 | 强 | 弱 | 中 |
| 应用适用性 | 高(各种粉体、颗粒) | 适用于颗粒性好、堆密度稳定的物料 | 适用于液体或可自由流动的颗粒物 |
五、工程应用注意事项
- 物料特性评估:粉体的流动性(休止角、堆密度、吸湿性)、磨蚀性等都会直接影响螺旋结构、料斗设计和补料节奏。
- 防振设计:整机需隔离外部机械振动、空气脉冲干扰,避免影响称重精度。
- 防架桥与粘壁:对于流动性差或高湿物料,应采用锥形料斗、破拱器、内壁涂层等结构设计。
- 智能化与联网能力:工业以太网、Profibus、Modbus等通讯协议支持DCS/MES集成与远程诊断。
六、典型行业案例
- 塑料挤出: 稳定喂料助剂与母粒,提升制品一致性;
- 化工行业: 多路失重秤配合比例配料,实现多组分高精度反应物给料;
- 食品与医药: 高洁净级失重秤,满足GMP/FDA要求,适用于香精、药粉等添加控制。

原创文章,作者:梦南圆,如若转载,请注明出处:https://mnyuan.cn/archives/18105
 微信扫一扫
微信扫一扫 