
一、基本概念对比
| 项目 | 喷涂四氟(PTFE喷涂) | 烧结四氟(PTFE烧结) |
|---|---|---|
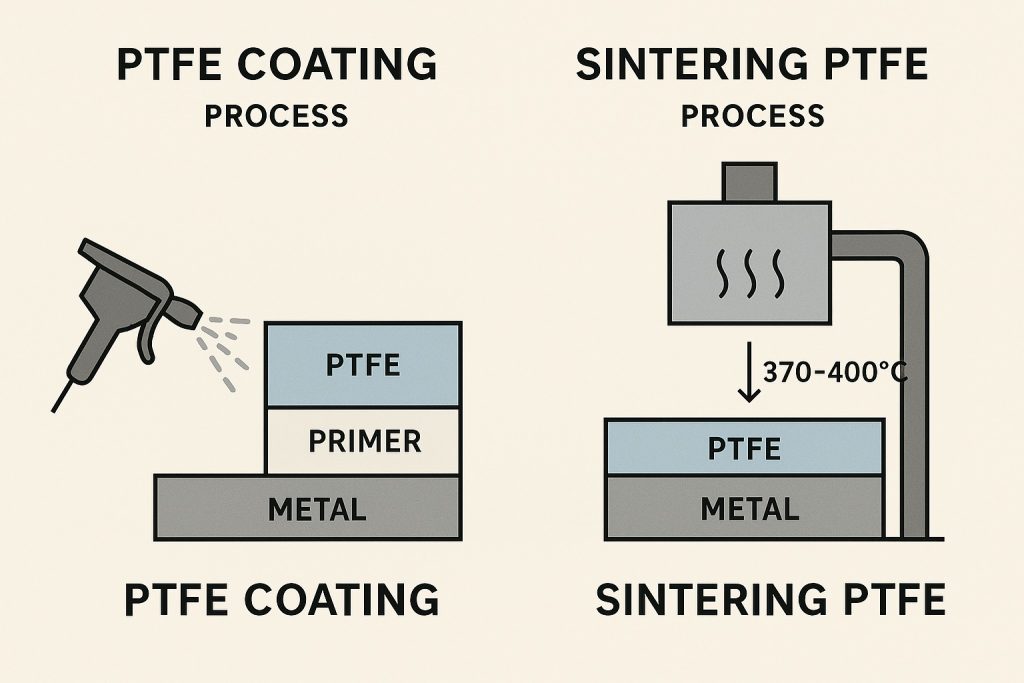
| 原理 | 将四氟分散液或粉末以喷枪喷涂在金属表面,形成涂层。 | 将四氟粉末在高温下熔融烧结成型(整体或包覆)。 |
| 载体 | 以金属基体(钢、铝、不锈钢等)为基础。 | 可以是整体PTFE制品(棒、板、管)或包覆在基体上的一层厚膜。 |
| 加工温度 | 一般350~400℃左右(使四氟熔结成膜)。 | 370~400℃左右(熔融再冷却定型)。 |
| 厚度 | 通常 20~100 μm(微米级) | 可达 0.5~10 mm(毫米级)甚至更厚 |
| 表面特性 | 光滑、低摩擦、耐腐蚀、易清洁 | 耐化学性更强、机械强度高、可承载压力 |
| 典型应用 | 模具防粘、食品机械涂层、螺栓防腐、导轨滑层 | 化工衬里、密封垫片、轴套、衬管 |
二、喷涂四氟工艺详解
1. 工艺流程
- 表面预处理
- 目的:增强涂层附着力。
- 方法:喷砂(Sa2.5级)或化学处理,除锈除油。
- 底涂(Primer)喷涂
- 含有改性树脂,提高与金属结合力。
- 面涂(Topcoat)喷涂
- 含PTFE、PFA或FEP树脂。
- 烘烤/烧结固化
- 在350–400℃高温下,使PTFE颗粒熔融并流平形成连续膜层。
2. 成膜机理
高温下PTFE熔融 → 粒子互相融合 → 冷却后形成连续致密的防粘涂层。
3. 特点
✅ 优点:
- 摩擦系数极低(0.04~0.10)
- 耐酸碱、耐高温(-180~+260℃)
- 防粘性好(如炒锅、模具不粘)
- 可多层涂覆,颜色多样
⚠️ 缺点:
- 涂层较薄,不适合承载磨损或压力环境
- 附着力依赖底材处理质量
三、烧结四氟工艺详解
1. 工艺流程(以整体制件为例)
- 冷压成型
- 将PTFE粉末压制成所需形状(棒坯、板坯、衬管坯)。
- 脱脂预热
- 逐步升温至约200℃,去除成型过程中残余水分和气体。
- 烧结
- 加热至360~380℃(高于熔点327℃),PTFE颗粒熔融并融合。
- 冷却定型
- 缓慢冷却以防内应力、裂纹。
2. 对于“烧结包覆”类型(如钢衬四氟管)
- 在金属基体上先铺PTFE粉末或预制膜;
- 整体进入炉内烧结;
- PTFE熔融后与金属间形成紧密包覆层(物理贴合,无化学键)。
3. 特点
✅ 优点:
- 厚度大,耐磨耐压
- 耐腐蚀极强(几乎所有化学介质)
- 适用于化工设备内衬、防腐管道、阀座、密封垫
⚠️ 缺点:
- 加工周期长、成本高
- 成型设备要求高(需大型烧结炉)
- 不能与金属牢固“化学”结合,只是机械贴合
四、性能对比总结
| 性能项目 | 喷涂四氟 | 烧结四氟 |
|---|---|---|
| 厚度 | 薄(20–100 μm) | 厚(0.5–10 mm) |
| 附着方式 | 喷涂+烘烤熔结 | 压制+烧结(机械贴合) |
| 耐磨性 | 一般 | 优秀 |
| 耐腐蚀性 | 优秀 | 极优 |
| 成本 | 较低 | 较高 |
| 应用温度 | ≤260℃ | ≤260℃(相同) |
| 表面光洁度 | 极光滑 | 取决于模具或抛光处理 |
| 应用领域 | 模具、食品设备、防腐螺栓 | 化工管道、反应釜、密封件 |
五、应用举例
| 行业 | 喷涂四氟 | 烧结四氟 |
|---|---|---|
| 食品机械 | 模具防粘涂层、烘盘防粘 | 不锈钢内衬四氟桶 |
| 化工设备 | 搅拌桨防腐层 | 反应釜内衬、阀门衬套 |
| 制药行业 | 不粘模具、导料槽 | 管道衬里、防腐垫片 |
| 电气行业 | 绝缘防粘处理 | 高频绝缘件、衬管 |
六、简单理解总结(通俗版)
- 喷涂四氟:像“给金属穿一层防粘的衣服”,薄、光滑、低摩擦。
- 烧结四氟:像“用四氟直接做成一件装备”,厚、耐腐、强度高。

原创文章,作者:梦南圆,如若转载,请注明出处:https://mnyuan.cn/archives/18553
 微信扫一扫
微信扫一扫 